
Longitudinally welded
high strength up to X100 / L690 | sour service up to X70 / L485 | heavy wall up to 1.770 inch
Specifications: diameter: 320 to 127 mm thickness: 0.4 to 12.7 mm Length: 6 m above, and, in accordance with customer demand, supply and other specifications of steel pipe
Pipes Catalog
 Seamless steel pipe
Seamless steel pipe- pipeline
- OCTG
- ASTM pipe
- API pipe
- Heavy Wall Steel Pipe
- Boiler steel pipes
- Casing and tubing
- Welded steel pipe
- spiral steel pipe
- ERW pipe
- SSAW pipe
- DSAW pipe
- LSAW pipe
- Carbon steel pipe
- Black steel pipe
- fluid pipe
- Pipeline Coating,2PE 3PE
- Structural steel pipe
- Mild Steel Pipe
- Alloy pipe
- galvanized steel pipe
- stainless steel pipe
- steel pipe schedule
- pipe fittings
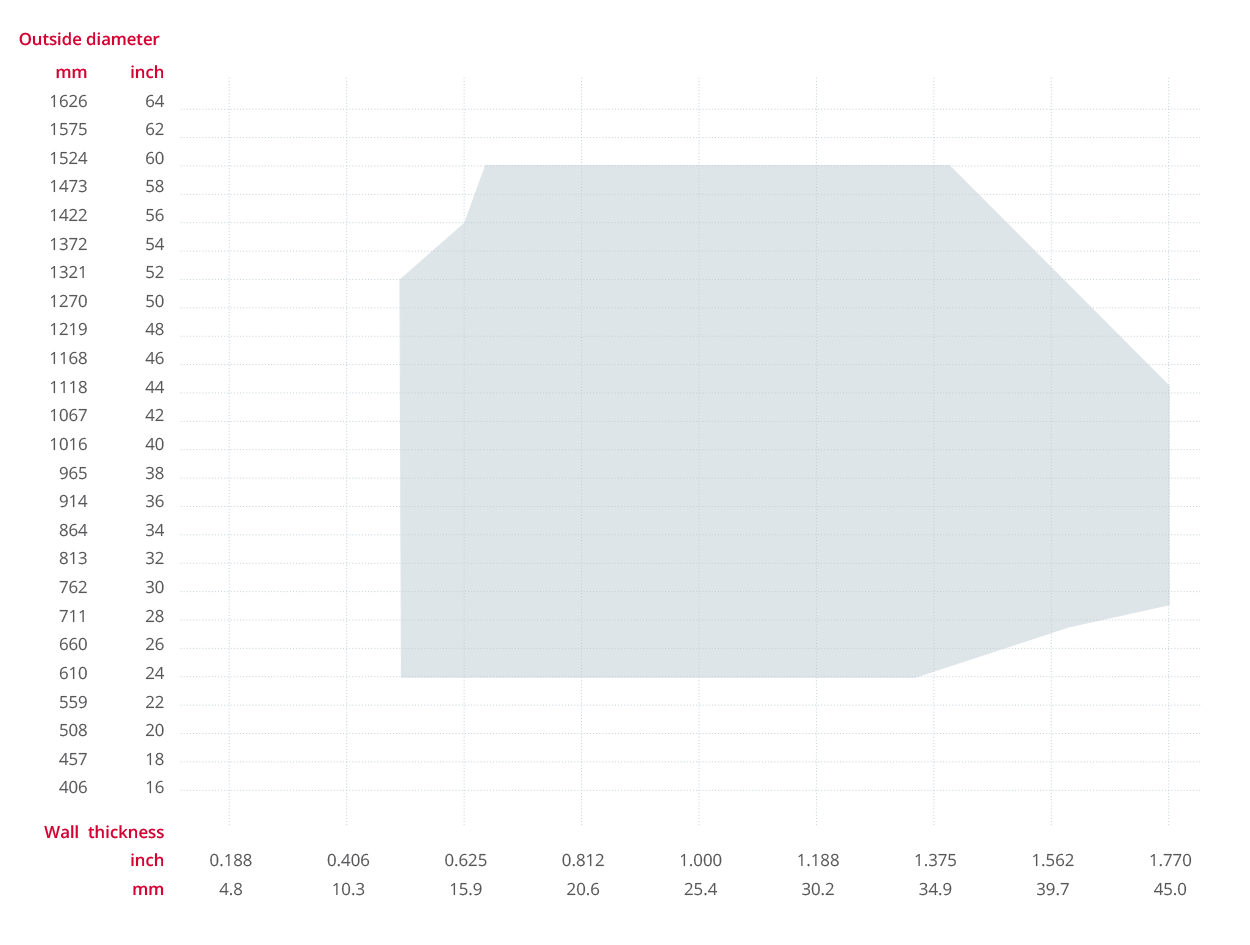
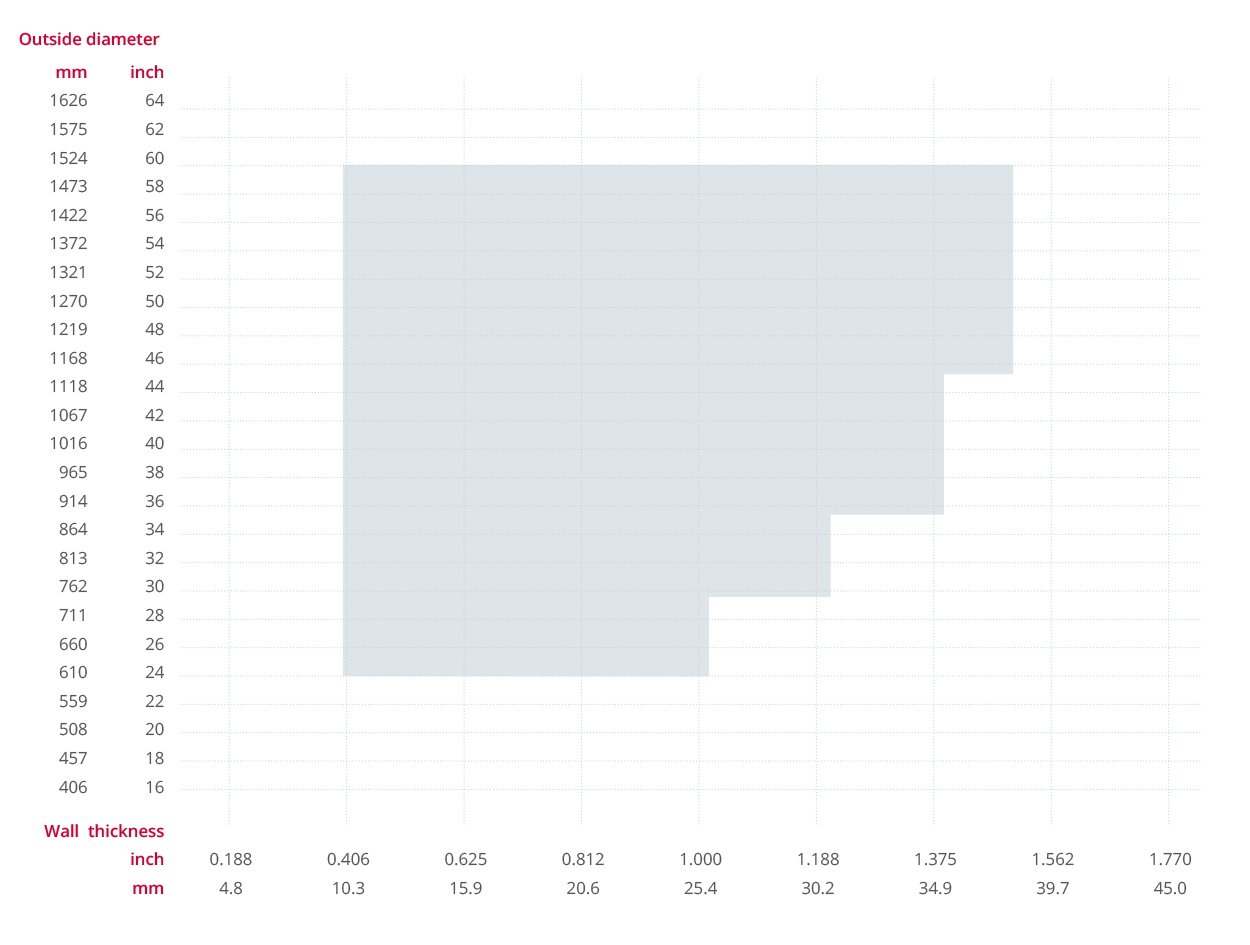
LARGE-DIAMETER WELDED PIPELINES - X80 / L555 - X70 / L485
LONGTAIDI is renowned for producing large-diameter pipes used in extreme applications. These pipes withstand the lowest temperatures in arctic environments as well as the extreme pressures to be found in ultra-deep ocean applications.
Our offering consists of pipes in the following dimensions
Longitudinally welded pipes with outside diameters from 610 mm to 1,524 mm and a wall thickness between up to 45 mm.
Spirally welded pipes with outside diameters from 610 mm to 1,422 mm and a wall thickness up to 20 mm.
LONGTAIDI supplies standard products as well as special products for many applications. As an economic solution for transporting gas and oil, LONGTAIDI provides a broad range of customised products: Pipes that are manufactured according to national or international standards (API, EN, ISO) and specifications (NACE, DNV) or according to customer specifications.
Product Range
The tables with our current range of products provides you with an overview of the most important standard solutions.
Large diameter spiral steel pipe production process
Spiral steel pipe is a spiral seam steel pipe which is made of steel coiled coil as raw material, which is often heated and extruded and welded by automatic double-wire double-sided submerged arc welding process. The main production process is as follows:
(1) Raw materials are strip coils, welding wire, flux. Strict physical and chemical testing is required before input.
(2) The steel head and tail are butt jointed, and the single wire or double wire submerged arc welding is used, and the automatic submerged arc welding is used after the steel pipe is rolled.
(3) Before forming, the strip is leveled, trimmed, planed, surface cleaned and pre-bent.
(4) The electric contact pressure gauge is used to control the pressure of the cylinder on both sides of the conveyor to ensure the smooth conveying of the strip.
(5) Adopt external control or internal control roll molding.
(6) The weld gap control device is used to ensure that the weld gap meets the welding requirements, and the pipe diameter, the amount of misalignment and the weld gap are strictly controlled.
(7) Both internal welding and external welding are performed by single-wire or double-wire submerged arc welding by American Lincoln welding machine to obtain stable welding specifications.
(8) The welded seams are all inspected by online continuous ultrasonic automatic injury inspection to ensure the non-destructive testing coverage of 100% spiral welds. If there is a defect, the alarm is automatically alarmed and sprayed, and the production worker adjusts the process parameters at any time to eliminate defects in time.
(9) The steel pipe is cut into individual pieces by an air plasma cutting machine.
(10) After cutting into a single steel pipe, the first three inspections of each batch of steel pipe shall be subjected to a strict first inspection system to check the mechanical properties, chemical composition, fusion condition, surface quality of the steel pipe and non-destructive testing to ensure the pipe making process. Once qualified, it can be officially put into production.
(11) The part of the weld with continuous acoustic flaw detection mark, after manual ultrasonic and X-ray review, if it is defective, after repair, it will pass the non-destructive test again until it is confirmed that the defect has been eliminated.
(12) The tube of the butt weld of the strip and the joint of the butt joint intersecting the spiral weld are all inspected by X-ray television or film.
(13) Each steel pipe is subjected to hydrostatic pressure test and the pressure is radially sealed. The test pressure and time are strictly controlled by the steel pipe water pressure microcomputer detection device. The test parameters are automatically printed and recorded.
(14) Pipe end machining, so that the verticality of the end face, the groove angle and the blunt edge are accurately controlled.
Longitudinally welded
high strength up to X80 / L555 | sour service up to X70 / L485 | heavy wall up to 1.5"
上一篇:Oil casing material, J55 oil casing, N80 oil casing, P110 oil casing, mechanical properties
下一篇:没有了






Copyright (c)2012 LongtaidiIf you do not find the information you need, Click
Here Get Support
New Update Pipe List
-
Hot rolled seamless steel pipe production
Hot rolled seamless steel pipe production. API 5l A53 ERW Pipe
API 5l A53 ERW Pipe,ERW steel pipe JCEO Wall thickness:0.5mm-25 ISO,TUV,AD,PED cert. GB/T3091-2001 Material include Q235 20# 16Mn(Q345,Q215) . Water line pipe
Water line pipe Size:4" to 60" carbon steel seamless pipeline, piplines,ERW line pipes,Spiral pipes.SSAW COATING PIPE LINE : [ Spiral Submerged Arc Welding (SAWH) steel pipeline]. API 5L Line Pipes X42
API 5L Line Pipes X42,API 5L: A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 API 5CT: J55 K 55 M65 N80 L 80 C 90 T 95 P110 H40 Q125 CS-90 SCS-95 SCS-80 TCS-110T .
Contact Us Online To Serve You Better

Hot Click PRO
-
A53 SCH40 Welded Carbon Steel Pipe
A53 SCH40 Welded Carbon Steel Pipe, Grade: A53 GR. B, API 5L GRB, API 5CT GR. B, ST37, ST52 Outside Diameter: 1/2"-72" Wall Thinkness: 0.5mm-80mm sch40--schXXS.. Thin-walled steel material parameters Reverse
Thin-walled steel material parameters Reverse,Advanced design and manufacture of the State Key Laboratory of auto body Hunan University, Changsha, 4100822. Abstract: identify the problem for thin-walled steel material parameters, using a. ASTM A106/A53 GR.B 32 INCH Carbon Seamless pipe
1. Carbon Seamless Steel Pipes of API 5L/ ASTM A106/A53 GR.B.2. Hot Expanded Seamless Steel Pipes.3. ERW Steel Pipe.. ANSI steel pipe schedule chart - SCH40 SCH80 seamless ERW pi
ANSI steel pipe schedule chart - SCH40 SCH80 seamless ERW pipe .
- Carbon steel pipe Standard
- ASTM A106 pipe
- ASTM A53 pipe
- ASTM A192 pipe
- ASTM A252 pipe
- ASTM A179 pipe
- DIN 1629 pipe
- DIN 17175 pipe
- Alloy pipe Standard
- ASTM A335 pipe
- ASTM A210 pipe
- ASTM A213 pipe
- ASTM A234 pipe
- ASTM A519 pipe
- Stainless pipe metrial
- 304, 304L, 304SS pipe
- 310, 310S pipe
- 316, 316L pipe
- Pipe Fitting Metrial
- Carbon steel: A234 WPB pipe
- Stainless steel: 304,316 pipe
- Alloy steel: A234 WP5 WP9 WP11 WP22 pipe